Появились вопросы?
Позвоните нам по телефону:
formisvp@gmail.com
Свердловская область, г. Ревда,
ул. Ельчевская 8
Позвоните нам по телефону:
+7 (922) 182-87-80+7 (982) 612-79-71
formisvp@gmail.com
Свердловская область, г. Ревда,
ул. Ельчевская 8
Новости
24 Мая 2022















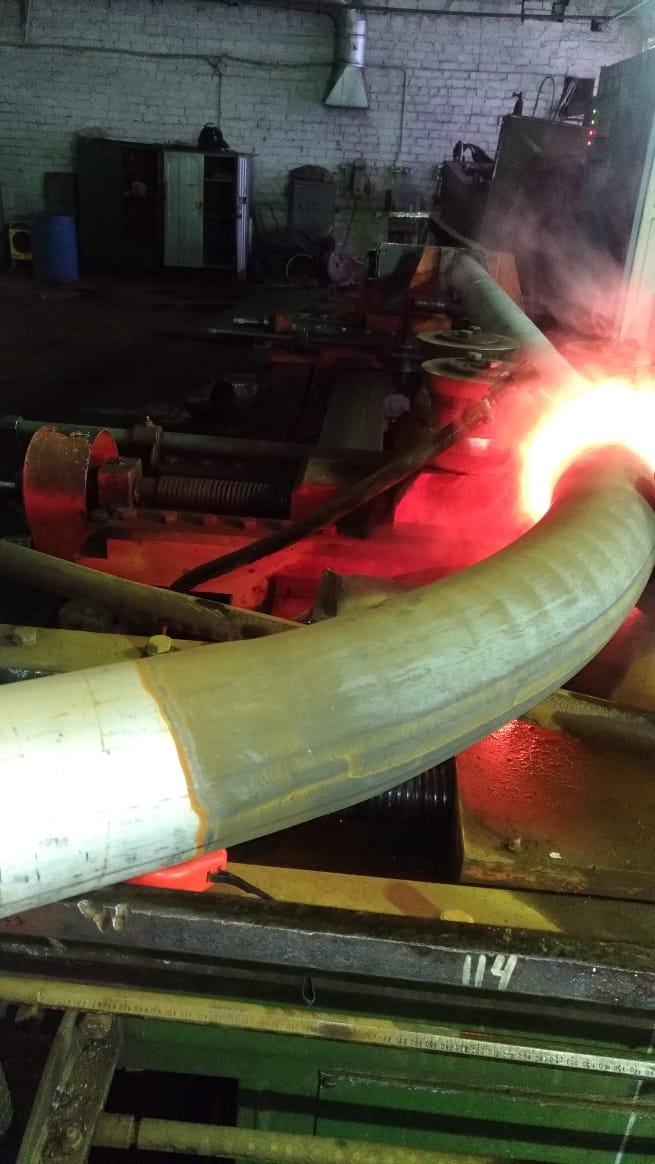






Гибка трубы на индукционном стане ТГСВ-1МТ
Гнутый трубопровод широко применяется в строительстве, автомобильной промышленности, коммунальном хозяйстве. Изготовить такое изделие можно только на специализированном оборудовании. Гибка труб – одна из сфер нашей деятельности. Мы выполняем работу на индукционном стане ТГСВ-1МТ, гарантируем соответствие техническим условиям и общепринятым стандартам качества.
Выгоды сотрудничества с ООО «Формис»
Наш производственный цех в Екатеринбурге берется за выполнение самых разных заказов. Есть необходимость в гибке труб с помощью термического нагрева – мастера нашей компании рады помочь! Мы доверяем такую работу самым опытным специалистам, при необходимости разработаем под ваши технические условия индивидуальный эскиз. Вы хотите надежное, прочное изделие с нужным радиусом изгиба – мы заинтересованы в лояльных клиентах и долгосрочных партнерских отношениях. Поэтому выполним работу в надлежащие сроки, с учетом ваших актуальных требований.
Контроль на всех этапах рабочего процесса
Гибка труб под воздействием высокой температуры может легко привести к деформации изделия, если мастер не соблюдает меры предосторожности. На ООО «Формис» подобное исключено. Сочетая водяное и воздушное охлаждение, мастер держит процесс нагрева под контролем. Вашей трубе не грозит деформация и трещины – она сохранит свои физические свойства, при этом получит нужный изгиб.
Дополнительными бонусами к надлежащему качеству гибки станут:
- своевременно выполненная работа,
- адекватные расценки,
- строгое следование чертежу.
При нестандартных требованиях заказчика цена обсуждается индивидуально. У нас гибку труб можно выполнить недорого, при этом будут соблюдены все параметры и технические условия. Мы всегда рады своим клиентам! Звоните, чтобы обсудить детали сотрудничества.
Этап изгибания труб на индукционном стане ТГСВ-1МТ заключается в непрерывно-последовательном изгибенебольшого отрезка трубы, на которое действует электромагнитное поле, созданное индуктором установки, тем самым нагревая трубу до температуры 800-1200С (различные по химическому составу металлы). Предел текучести при данной температуре снижается примерно в 4-8 раз по сравнению со сталью в обычном состоянии, и процесс гибки облегчается. После термического нагрева, труба может охлаждаться водой, поступающей из спрейра, совмещенного с индукционным кольцом, до 400-600С что вполне достаточно для получения высокой жесткости граничной зоны (дальнейшее переохлаждение может привести к появлению трещин и росту зерна, что весьма нежелательно) или естественное воздушное охлаждение.
Качество гибки зависит от правильно выбранного размера индукционного кольца. Зазор между индуктором и трубой не должен превышать 10 мм.
Для получения гибов высокого качества ширина нагретой зоны не должна превышать 1,5-2,0 толщины стенки трубы для радиусов гиба порядка 1,5-3,0 Дн.
Увеличение ширины нагретой зоны приводит к снижению устойчивости стенки и образованию гофр.
В своей работе мы опираемся на такие стандарты как: ГОСТ 22793-83, ОСТ 34-10-420-90, ОСТ 108.320.103, ОСТ 36-42-81, ТУ 102-488-05, ТУ-51-515-91. Также рассматриваем чертежи заказчиков с индивидуальными техническими требованиями и разрабатываем собственные эскизы.
Преимущества нашей компании
|
Строгое соблюдение
Низкие цены,
Более 5 лет
Обработка металла |




Обработка металла строго по времени, звоните: +7 (343) 287-30-78
|
Оставляете
Мы связываемся
Выполняем |



© 2018 - 2025 ООО "Формис"
Телефоны: +7 (922) 18-28-780, +7 (982) 612-79-71
E-mail: formisvp@gmail.com
Адрес: Свердловская область, г. Ревда, ул. Ельчевская 8